El material de base para la fabricación de células fotovoltaicas son bloques de silicio monocristalino o policristalino. Estos bloques (lingotes) se cortan en discos u obleas de silicio de tamaño definido. Luego, los daños e impurezas de la superficie se eliminan mediante un grabado químico húmedo. Se utilizan agentes especiales de grabado y textura para optimizar la superficie de las obleas, reducir los daños en los cristales y aumentar la vida útil de las obleas. Además, el proceso de grabado y texturizado tiene una ventaja en cuanto al aporte de energía. La estructura áspera y optimizada es capaz de absorber más luz y aumentar la eficiencia de la célula fotovoltaica.
Pueden utilizarse diversos productos químicos de texturización en función del tipo de oblea y del resultado deseado del proceso. Los agentes grabadores alcalinos típicos son la soda cáustica y las soluciones de potasa cáustica. El grabado ácido de las obleas y el silicio se realiza con ácido sulfúrico, ácido nítrico y ácido fluorhídrico. Las etapas de terminación son la neutralización y la eliminación de los residuos.
Aplicación
Los agentes grabadores alcalinos o ácidos eliminan el daño superficial inducido por el proceso de aserrado y dan textura a la superficie de la oblea. Para el grabado isotrópico se utilizan agentes de grabado ácidos, como el HF y el HNO3. Los agentes grabadores alcalinos típicos son la soda cáustica (NaOH), la potasa cáustica (KOH) y las soluciones de hidróxido de tetrametilamonio (TMAH). La textura de la superficie de las obleas es importante para mejorar el atrapamiento de la luz en la célula y la capacidad de absorción de energía. Los principales factores que influyen en este proceso son la concentración actual del baño y el tiempo de residencia.
Debido al consumo y la descarga de productos químicos de grabado durante el proceso de texturización, es necesario medir continuamente la concentración y la temperatura. Esto asegura una calidad constante del producto y, si es necesario, se pueden añadir más agentes de grabado. Los analizadores en línea LiquiSonic®monitorizan la concentración actual del baño de texturizado y grabado. Esto permite una dosificación adicional automática mediante la incorporación en los sistemas de control de procesos existentes.
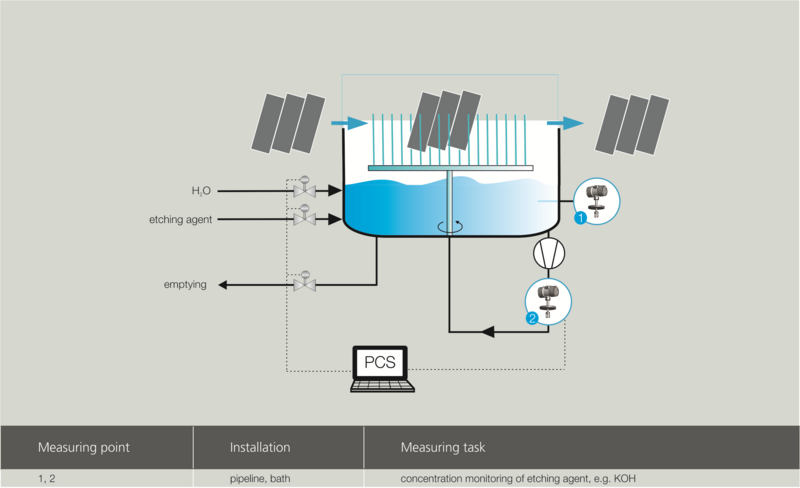
Instalación
El sensor de inmersión LiquiSonic® se instala fácilmente en la tubería de circulación del baño o directamente en el baño de textura o grabado. Utilizando el controlador LiquiSonic® 30, se pueden conectar hasta cuatro sensores, permitiendo el monitoreo simultáneo de varios puntos de medición.
Rango de medición típico:
rango de concentración: 0 a 55 % de peso
rango de temperatura: 80 a 120 °C (170°F a 250°F)
Valor para el cliente
La robusta construcción del sensor y los materiales especiales opcionales, como el Halar o el PFA, promueven una larga vida de proceso. LiquiSonic® permite una reducción del costo de mano de obra a través de la eliminación de los pasos del proceso manual:
- ahorro de tiempo: 1 h por día
Al evitar las dosis insuficientes se ahorran costos de material y se asegura una calidad constante del proceso.
El analizador LiquiSonic® proporciona una medición precisa de la concentración del baño en línea con monitoreo en tiempo real. Esto permite que el proceso se controle automáticamente en el rango de concentración óptimo con la máxima eficiencia. LiquiSonic® se utiliza para evitar una subdosis o sobredosis de solución de grabado.
